




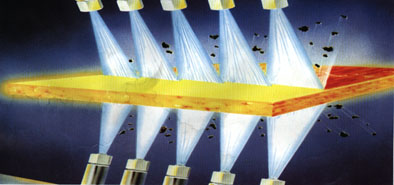
除鳞示例图


一、核心优点
1. 超高打击力,除鳞彻底
工作压力80–450 bar(常用 120–250 bar),扇形射流集中,冲击力强,快速剥离一次 / 二次氧化铁皮。
特殊稳流 + 窄角设计(5°–40°),打击力均匀,无黑带、无残留,避免压入缺陷。
射流重叠 10–30 mm,全覆盖无死角,适配板坯 / 方坯 / 带钢。
2. 超耐磨长寿命,降本增效
喷孔内嵌碳化钨 / 硬质合金 / 红宝石,硬度 1200–1600 HV,抗高速水流 + 铁屑冲蚀。
本体 316 不锈钢 / 镍基合金,耐高温(≤200℃)、抗腐蚀,寿命达 2000 小时 +,是普通喷嘴 5–10 倍。
流量衰减率<8%,喷射角偏差<±1.5°,长期稳定,减少更换与停机。
3. 抗堵免维护,适配浊环水
内置自清洗过滤器 + 大通道稳流器,耐受钢厂浊环水(含氧化铁皮、泥沙),不易堵塞。
无活动部件,耐高温高压冲击,免日常维护,适合连续化生产。
4. 精密适配,节能降耗
流量精准(±2.5%),按需匹配钢坯规格,节水 12–18%,降低电耗。
紧凑型设计,适配狭小除鳞箱;万向可调,快速对准钢坯,安装维护高效。
5. 安全稳定,适配恶劣工况
全金属密封,抗振动、防泄漏,适配高温红钢(850–1200℃)、潮湿多尘环境。
材质抗热震,避免冷热交替开裂,连续运行可靠。
二、典型使用工艺段(热轧全流程)
1. 炉后一次除鳞(加热炉出口)
位置:加热炉→粗轧机之间
温度:950–1200℃(氧化铁皮与基体结合力弱,易清除)
目的:去除初生氧化铁皮(厚、脆),避免粗轧压入
参数:压力 180–250 bar,流量 20–45 L/min,喷射角 26°–40°

2. 粗轧 / 中轧间二次除鳞
位置:粗轧机组各机架之间
温度:850–1000℃
目的:清除粗轧过程生成的二次氧化铁皮,防止累积压入
参数:压力 120–180 bar,窄角(22°–30°)强化边部除鳞
3. 精轧入口除鳞(关键)
位置:中轧→精轧机组前
温度:850–950℃
目的:彻底清除二次氧化铁皮,保障成品表面光洁度,消除麻点、条纹
参数:压力 150–200 bar,全覆盖扇形喷嘴,射流均匀
4. 精轧机架间除鳞(高端产线)
位置:精轧各机架之间
目的:抑制轧制中再生氧化,保障带钢表面镜面效果,适配高端板材
5. 终轧前 / 卷取前除鳞(可选)
位置:精轧末架→卷取机前
目的:清除最后残留氧化,提升卷面质量,避免后续酸洗难度增加
三、应用场景与选型要点
适用:板坯、方坯、圆坯、带钢、型材等热轧线
选型:
粗除鳞:26°–40° 扇形,高压大流量
精除鳞:5°–22° 窄角,高打击力
材质:普通工况碳化钨;高腐蚀工况 316 + 碳化钨;高端用红宝石




相关资讯
- [2026-05-21]第十八届深圳国际电池技术交流会/展览会
- [2026-05-20]总投资5000万美元!又一汽车零部件项目落户张家港
- [2025-12-22]不锈钢镶钨钢喷嘴的使用环境及产品优势
- [2025-12-18]涂装线风冷喷嘴的使用优势和选型方法
- [2025-12-18]汽车涂装线面漆和中涂工艺强冷室烘干室风喷的使用优势和选型方法
- [2025-12-15]热烈祝贺2025年重庆技术峰会暨行业发展年会成功召开并圆满落幕!
- [2025-12-10]2025国际电子电路深圳展览会
- [2025-12-10]2025广东(南海)铝加工产业技术大会现场
- [2025-11-28]合肥比亚迪项目第一辆整车下线
- [2025-11-28]第十八届中国汽车涂装工艺技术高峰研讨大会将推迟召开

公司电话:0769-87817022
公司传真:0769-87817021
公司邮箱:cypz168@126.com
公司地址:广东省东莞市塘厦镇幸福路11号
